小径定心渐开线花键拉刀的设计与应用
北京华纳齿轮有限公司谢雯
摘要本文较详细的介绍了小径定心渐开线花键拉刀的优点、实用价值和设计方法。
网页位置:连轴器>>联轴器>>星形弹性联轴器>>夹紧式花键梅花型弹性联轴器
关键词:小径定心渐开线花键同轴度
1前言
拉刀是一种多齿工具,拉削时由于后一个刀齿高出前一个刀齿,从而能够一层层地从工件上切去金属,以获得所要求的工件表面,拉削工艺大量应用于孔加工,从理论上讲,各种形状的孔或槽,只要各截面形状相同,都可以通过拉削刀来获得。
在齿轮行业中,渐开线花键孔拉刀是应用较广泛的一种,也是设计难度较大的一种,小径定心渐开线同心圆拉刀更是近年来伴随立式拉床的改进和工具生产水平的提高而兴起的一种高定位精度、高制造难度、非常有发展前途的拉刀。
2小径定心渐开线花键拉刀的结构和实用价值
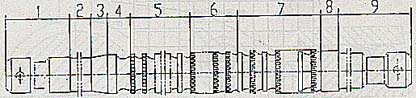
图1小径定心复合式渐开线花键刀
1――前柄部2――颈部3――过渡锥部4――前导部5――圆孔预切部
6――花键预切部7――圆孔、花键交错切削、校准部8――后导部9――后柄部
表1小径定心拉刀与普通拉刀拉削花键孔精度对比表
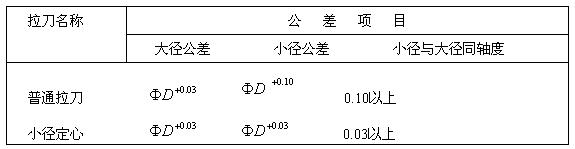
小径定心渐开线花键拉刀的最大特点就是它的圆拉齿与花键齿的同轴度非常高,图1即是小径定心拉刀的示意图,由图可见,它的精切齿和校准齿部分是由圆孔齿、花键齿交错排列的,(见图1中第7部分)。这样,就有效的避免了普通拉刀造成的花键与内孔的偏移,大大提高了被加工孔的精度,很多工具厂形象地把这种拉刀称为跳齿拉刀,又叫做同心圆拉刀。因此,凡是小径定心花键联结的花键孔,由于小径与键槽有较高的同轴度要求,都应采用小径定心式拉刀。
小径定心拉刀不仅能有效的提高花键孔精度,还能降低工装费用从而降低生产成本,这是因为普通拉刀拉削工序之后的其他工序,凡是需以花键孔定位(如滚齿、磨外圆端面等),均需制造花键心轴包括检验心轴,以保证必须的定位精度,而花键心轴制造复杂,成本高,一根渐开线花键心轴的价格是光滑心轴的3―5倍。而小径定心拉刀被应用以后,小径与大径的一致性非常好,可以使后续工序均以小径为基准,只制造光滑心轴即可,省去很多花键心轴的费用。
3小径定心渐开线花键拉刀的设计
小径定心拉刀与普通拉刀的不同点主要集中在切削齿和校准齿部分,其他如前后柄部、前后引导、拉削力的计算、拉刀薄弱截面的强度的核验等都与普通拉刀相同,不再述。
3.1圆切齿部分(即插图1的第⑤部分)
(1)拉前孑L精度要高于普通拉刀的拉前孔精度,应达到8级精度孔,目的是为了拉刀的圆切齿齿数尽量少,以减少拉刀长度。
(2)拉削余量要小于普通拉刀。余量太大,势必增加拉刀长度,余量过小,又不能保证拉削精度,因此,拉削余量控制在o.3一o.6mm比较好。
(3)圆孔部分不能像普通拉刀那样直接拉到小径最终尺寸,而是要留出o.06―0.1mm的余量给后面与花键齿相同的圆齿去拉削。
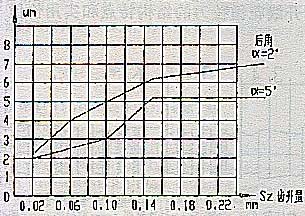
图2拉削表面粗糙度与齿升量的关系
(4)圆孔齿的齿升量要比普通拉刀齿升量小,否则不利于提高小径精度和粗糙度。在拉削表面的诸多缺陷中,齿升量是影响最大的因素之一,随着齿升量增加,拉削表面粗糙度升高,这是由于切屑厚时会出现较深的前驱裂纹并增大刀瘤,刀瘤使表面粗糙度损害得更严重,因为刀瘤一面和拉刀一齐移动,一面将位于其前面的和后面的金属层扯破,同时形成毛刺细纹擦伤和裂痕,拉削20Cr等低碳钢时,刀瘤的形成更剧烈。上面图2即是由试验得到的齿升量与拉削表面粗糙度的关系曲线,由图可见,当齿升量≤0.04mm时,可获得Ra3.2(相当于△7)的表面粗糙度,随着齿升量的增加,粗糙度也随之上升,这是因为:当齿升量低时,切屑薄,润滑冷却液可沿细微裂纹浸入全部切屑层,落到拉刀刀齿的摩擦接触面上加以润滑并降低接触面的摩擦力及磨损,同时不易形成切屑瘤,而当齿升量超过0.06mm时,润滑冷却液就几乎不能穿过切屑了,拉刀切削刃上也较容易出现切屑瘤。因此,圆切齿部分的齿升量一般不应超过0.04mm,而普通拉刀的齿升量往往在0.06~0.08mm之间。
(5)分屑槽的数目与允度
分屑槽的作用是减小切屑宽度,减小拉削阻力,便于切屑容纳在槽中,分屑槽的深度一定
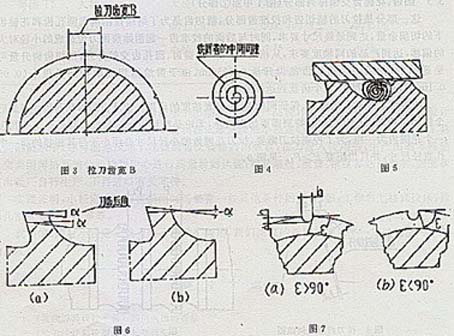
要大于齿升量,否则将不起分屑作用。近年来,对分屑槽的研究越来越深入,主要体现在以下几个方面:(a)分屑槽数量趋向增多,一般设计手册都是通过查表或经验公式:nk=pdo/6―7(nk――分屑槽数,pdo――拉刀在圆周上的切削长度)来确定分屑槽数目,没有更多的说明,但是拉削实践表明,切屑的卷曲程度不仅与材料和齿升量有关,而且与拉刀刀齿切削宽度有关,齿宽越宽切屑卷的中间空隙越大,刀齿宽越窄,则卷屑也越紧密,所需容屑空间就越小,过宽的刀齿形成的屑卷由于间隙大,不易在容屑槽里缩紧,当切屑超过正常的极限缩紧度后,切屑停止转动,螺旋外圈不再沿齿间滑动,如继续拉削就会引起切屑不规则变形,以后产生的切屑将形成褶曲填满齿间的整个耷间(如图5所示),由于切屑产生的附加变形及与零件表面产生摩擦的结果,使拉削力大大增加,从而导致刀齿的崩落和折断,因此刀齿的切屑宽度应尽可能小。目前,日本、德国的某种汽车齿轮用拉刀分屑槽数目较多,如直径80mm的拉刀,分屑槽数达60个,B=4.2mm,而我们一般设计手册推荐直径75―80mm拉刀,分屑槽数为36个,B=6.5~7,显然刀齿过于宽大了,因此建议小径定心拉刀顶宽超过4mm花键刀齿都要开分屑槽,圆孔齿部分无论直径大小一律按槽距B=5mm计算分屑槽数目并取成偶数。
(6)分屑槽角度
分屑槽上沿整个刀齿的后刀面上槽深,应做成相等(如图6(a)所示),即分屑槽底的轴向角度应不小于拉刀齿顶后角。,以保证整个分屑的切削刃上获得一定的后角,应避免(图6(b))的情况。使分屑槽底部产生了负后角。另外,分屑槽的形式应如图7(a)所示,分屑槽夹角e>90°,改善散热条件,要避免图7(b)的情况。此外,前后刀齿上分屑槽的位置要相互错开:最后一个精切齿不开分屑槽等已是基本常,不多解释。
3.2拉刀渐开花键齿部分的设计(图1⑥)
由于拉刀花键部分总切削刃宽度比圆孔部分要小,所以齿升量可以取大些,值得注意的是,如果加大齿升量,齿距、槽形参数也要做相应调整。
拉刀的花键齿是逐渐升高的,根据工件花键的高度和拉刀齿升量可算出共需多少齿完成切削任务,同前面提到的圆孔部分切削一样,小径定心花键拉刀的花键部分也不能拉到最终尺寸,而要留出0.03―0.1mm的量由后面的交错齿切削。
花键齿部分的参数选择、跨棒距计算等与普通拉刀相同。
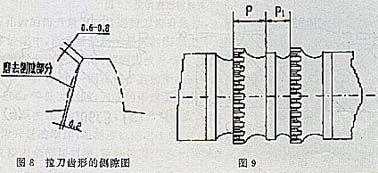
为了减少渐开线花键拉刀齿侧面与工件被加工表面间的摩擦,应磨去刀齿形上不参加形成花键孔齿槽侧面的渐开线齿形部分,即磨出齿形的侧隙角。这时渐开线花键拉刀齿形见图8中的实线部分。齿侧单面磨去量一般取0.2mm,先将渐开线花键拉刀的齿形尺寸磨好,并经测量合格后再磨齿形侧隙角,磨时用已计算和修磨好锥角的砂轮从拉刀校准齿部分进刀,向切削齿部分磨,逐齿降低砂轮的位置高度,以保证每个刀齿保留0.6一0.8mm长的渐开线部分。
3.3圆齿、花键齿交错排列部分(图1中第⑦部分)
这一部分是拉刀的精切齿和校准齿部分,精切齿是为了继续拉削前面圆孔齿和花键齿留下的切削余量,达到最终尺寸要求,同时与后面的校准齿一起消除前面刀齿造成的小径对大径的偏移,达到产品的同轴度要求,从精切齿开始,花键齿、圆孔齿交错排列,精切齿齿升量可以是递减的,最后一个精切齿的齿升量0.005mm,由于留给精切齿的切削量很小(0.05―0.1mm),只需排列二、三个齿就到达校准齿了。
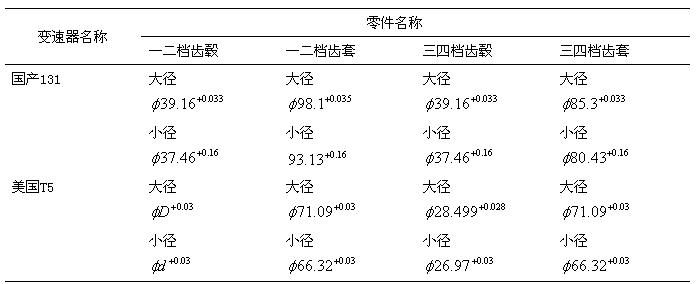
校准齿起校对孔的形状,保证同轴度,提高光洁度的作用。校准齿的横截面尺寸与最后一个精切齿相同,没有齿升量,特别需要指出的是,无论是精切齿还是校准齿都是一个圆孔齿和一个花键齿为一组,为了控制拉刀需要,拉刀花键齿的小径尺寸必须小于与其相邻的前一个圆孔直径尺寸,并且齿距要P>P1。见图9。
排列校准齿时应注意以下几点:校准齿中花键齿圆孔齿各需用5―7个;校准齿齿距可以取短一些,如短1―2mm,也可以不变;校准齿前角可取0°一5°,也可取与切削齿一致,但后角一定要比切削齿小,可在30¢一2°范围内,刃带a要比切削齿的宽,可取0.5一lmm,这是为了校准齿尺寸不会很快减少和提高拉削过程的平稳性。
4使用效果和体会
小径定心渐开线花键拉刀的出现至今虽然时间不长,却已显示出很大的优越性,我厂自1992年与美国博格瓦纳公司合资以来,生产该公司具有多项专利技术的T5变速箱,为了尽快扭转零件进口、国内装配的局面,厂里很快确定了一批国产化零件项目,其中就包括各档位齿.毂齿套,都是需要进行渐开线拉削的零件(见表2)。
表2
显然,按照我厂过去的拉刀精度水平不能满足美国产品设计要求,接到这批齿毂齿套设计任务后,我决定采用当时国内设计制造均在试验阶段的小径定心拉刀的结构,又根据国内工具厂的制造水平,尽可能地压缩了花键圆齿交错排列的数目,拉刀投入使用后,生产出的零件经送交美国博格瓦纳公司检测中心进行质量检测认证,均获通过。质量、精度都达到要求,因此获准由我厂自行生产,不再进口有关零件。
实践证明:小径定心拉刀在使用时需要有一些其他条件的配合,如:工作台上移式拉床;拉前孔精度要求较高等等。
我相信,随着小径定心拉刀的不断推广应用,我们国家的花键拉削水平一定能跨上一个新的高度。
参考文献
1《复杂刀具设计手册》,四川人民出版社
2《拉刀设计和拉削缺陷》,吴修义