��ҳλ�ã���ҳ >>������ >>���������>>����������>>��������װ�䷽��
4.0�������İ�װ����:
���������ij���������ʽ
4.2.4����ڵ�������
A.װ��ǰ��������
������������ϸ��Ա�֤����װ���˳�����зdz���Ҫ��������������������
1�� ��顢�����ͼ����¶ȵļ��㡣
������װ��֮ǰ������Ҫ�������������������ϸ�ļ�飬���������ļӹ������Ƿ����Ҫ��
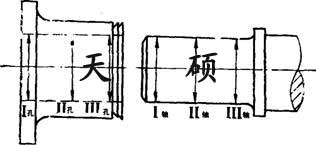
���������ת�����ϲ�λ(��)�ijߴ������ϸ�IJ�����һ�㳤�ȵ�������������˺��м�Ŀ��ߴ磬���ߴ�Ŀ��Զ�ȡ������ͬʱ����Ӧ�ز���ת����ϲ�λ�ijߴ�.����������һ��Ҫ��ȷ��ÿһ��λ�ɲ���2��3�Σ�ȡ������ƽ��ֵ��
�����ߴ粿λ
�������ݼ���������ȵ��¶ȡ�
2������������һ��ͨ�ù����⣬���������ʱ��Ӧ�������豸���ߣ�
(1)����¯��ȼ�ϣ�
(2)��װ�����������ר�ù��ߣ����а����н����ߡ���ת���ߡ�ר�����ع��ߵȣ�
(3)����������������Ƶ�װ���϶����������
(4)�����¶��õIJ����������²��ϣ����²��������(�����200��220��)����(�۵�232��)����(�۵�327��)��п(�۵�419��)�ȣ�
(5)���ȷ������ߣ�������õ������֡�ʯ�����ȡ���
3������ѵ������������װ�������ڸ����²����ģ��������������ϸ��������Ա��ϲ�Э���������ܸ���װ�����������صIJ����������ˣ�������װ������ʽ����֮ǰ,Ӧ���б�Ҫ�IJ���ѵ��,��ʵ����װ����,����һ�λ�����,ʹ���вμ���Ա�ֹ���ȷ���ص�ͻ��,��ʩ�õ�,�ٳ����ҡ�
B.����������IJ�������
1���ڼ���¯�ڼ��ȵ�ָ���¶ȣ��������¶ȡ�
2���������ȡ������������¯�ڼ������ȡ�����ľ����ȴ�������ڡ���2��3h��������������������ֱ���ߴ��������������ɽ�����������ڣ����ȼ��ɽ�����
3�������������װ��ײ�塢̧�ʻ�������װ���ߡ�
4��У����λ�ã�ʹ������״�ֱ(��ֱ��װʱ)���ˮƽ(ˮƽ��װʱ)������ɨ������ף�ʹ�ڿ������
5�������������ת�ᴦ����һ������������ڿ׳ߴ��Ƿ�������װ���϶����������ͨ�������ܽ�����װ��
6����ת���������Ͼ��ȵ�Ϳ�ϻ��͡�
7���������ƽ�ȵ��ƽ�ת�ᣬ�������λ�ã�������װ�����������1/3���ң�Ӧ��һ�μ�����������λ�ã��Ƿ�����б�������ȷ��������������ײ����
8�����װ�ϼн����ߣ���ֹ������������ƶ���Ȼ��������Ȼ��ȴ��
C.ע������
��Ϊ��װ���ڸ��ºͽ��ŵ�״̬�½��У��ʶԿ��ܷ��������⣬Ҫ�г�ֵĹ��ƣ���ǰӦ�跨���⣬����һ������Ҳ���ٳ����ţ���ʱ��ȡ��ʩ�����д�����
���ȱ���ʹÿ��������Ա�˽�������裬�����ֹ���ȷ���ڳ����κ��¹�ʱ��Ҫ���ظ�λ��
���Ҫ��У�����������ˮƽ��ֱ���������������˵�λ�á�����ײ��λ��ʱҪ��ϸ�����棬ȷ����ȷ����
��ʵ���У������ܳ��ֵ��¹��У�
1�����������ײ�ᣬ�����ײ������Ϊ��ֹ�����¹ʣ���Ҫ��У���ߡ�������������λ�á�ײ��λ��ʱ������ȷ�����⣬��Ҫע�⣬ײ����λ��Ҫѡ�ã���һ������Ҫ�ᣬ������һ�ξ���(Լ1/3)���������ͻ���
��ȷϵײ�ᣬ����Уʱ��Ӧ���Ⱥ�Ѹ��������������Ӳ��ײ����
2�� �����¹ʿ����У�ײ�黬����λ��û���̶�����ˡ���«������������ȼ�ϲ��㡢�ȣ���Ҫ���ȼ���ע�⣬�ڹ������Ͳ���ѵ��������ϸ��顣
3�� ���������������Ѱ�װ����С���е�ܷ�Ⱦ��ܲ���ʱ��ֹ���������ײ��������,�Է����˻����ܲ�����
4.2.3���ȷ�����ѡ��
�����ݼ����ȵ���Ҫ�¶ȵķ���Ӧ���ֳ������������ȼ��ߴ硢������Ҫ�����ѡ��
һ��ļ��ȷ����У�����ȼ�ϼ��ȣ��Ƚ����ȣ���-��Ȳ����ȡ���Ƽ��ȡ�����ȵȡ����������ɣ�����ר��¯(��������¯����ԡ¯������¯�ȸ��ֵ����¯)�ڼ��ȡ��������ֳ�����������ʱ������һ����¯�ӣ�����ľ��̿�ȹ���ȼ�ϣ����м��ȡ����������ɣ�Ҳ����ú����Һ��ȼ�Ͻ�����ȼ��
�Ƚ�����ͨ��ֻ���ڳߴ��С�������(�ھ���100mm����)��������㣬���Ⱦ��ȡ�
��-��Ȳ����ȷ����ڼ���С�Ļ�����ϴ�����ľֲ�ʱ��������㣬��Ҫ��������ļ������Է����ȶ��ջ�������
���ڴ�����������Ҳ�ɲ��ö�̨��-��Ȳ����Ⱥ���Ƽ�������ʹ�ã�Ч���ܺá�
����ȷ������Ϻõļ��ȷ�����������Ҫר���豸�����������ڰ�װ�����ֳ���ʹ�ã������Ӧ���ȷ������ǿ��Կ���ѡ�á�
�ڰ�װ�����ֳ��Դ�������������õĵ��Ӧ���ȷ����ڸ�Ӧ��Ȧ��ͨ�˹���Ƶ��(50Hz)���͵�ѹ�ʹ������
����ͬ������ͬһ����ʱ������Ƶ��f�͵�������Ȧijɷ��ȡ�����ϣ���Ĵ���˲�������Ƶ(500��10000Hz)��Ƶ(105��106Hz)�������ù���Ƶ��(50Hz)�������� ������ ������ ������
��ѹ���������ʹ���������ʹ�����ʧ��ǿ���������ӡ�ͨ�����õĵ�ѹ��380V��220V��
��220V��ѹʱ��ֻҪ��ͼ��ʾ������Ȧ���ڹ������棬�Ƶ���Щ���Ʋ���ʱ�����ƶ��(����䴮�����Ʒ���Ӧ�෴��ʹ�ܴ�ͨͬ��)���Լ����Ѽ���룬������ٶȺ;����ԡ���Ȧ�����ɰ�Ҫ��Ĵų�ǿ��H��ͨ����ʽH=4��WI(Բ�����������θ�Ӧ��)�����
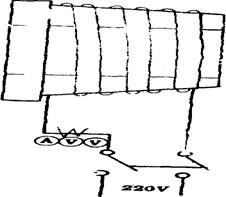
����ʩ�����飬�����������С��ÿ1V��ѹ��1.3m��38�L2�ĵ��߿����ˣ���ô����220V��ѹ�����������������38�L2�ĵ���300m���ҡ�
4.1��װ��
4.1.1ֱ��װ�䷨
������������������Ӧ��϶����Ͽ��������ɾ���ϱ����,ͿĨ����ֱ֬�Ӱ�װ��
4.1.2ѹ��װ�䷨
���ڹ�����Ϻ�ӯ�����Ǻܴ�����,����������Ҫ������(�籣����װ����������)�ɲ���ѹ�뷨,����Ҫѹ���豸��
4.1.2Һѹװ�䷨
����һ�ֱȽ������װ�䷽��,���������������ǰ������Ӧ����ƺ��������ʹ�á�
4.2���������װ��
���������װ�乤�������ڴ��͵����ѹ���������ֻ��������豸�İ�װ�У���Ϊ�����豸�е����������ͨ���Dz��ù�ӯ���������һ��ġ�
��ӯ���Ӽ���װ�䷽���У�ѹ��װ�䡢������װ�������װ������֡�
�ڰ�װ�ֳ�������Ҫ��������װ�䷨����Ϊ����װ�䷽���Ƚϼ������ڴ�ֱ��(D >1000mm)��ӯ���ϴ�)�Ļ�����
ѹ��װ�䷨���������ͺ����;���ϣ�������Ҫѹ�����Ȼ�е�豸����һ��������쳧���á�
����װ�䷨һ����Һ������Ϊ��Դ��������һ���ľ�����������Ҳֻ����������ʱ�Ų��á�
���½�������װ�䷨��
4.2.1����װ��Ļ���ԭ��
����װ��ı���ԭ���Ǽ��Ȱ��ݼ�(��)��ʹ��ֱ������һ����Ϲ�ӯֵ��Ȼ��װ�뱻���ݼ�(��)������ȴ������ﵽ������ǿ�ȡ�
ʵ���ϣ���������ֵ�������Ϲ�ӯֵ���ܱ�֤˳����װ���������ڰ�װ����������ݼ�����ȴ���������������ס�������¹ʡ�
ͬʱ��Ϊ�˱�֤���нϴ���������������ǿ�ȣ�����װ��Ľ����Ҫ�����ӹ�������Ҫ���ֹ�࣬��Ϊһ���ı���ֲڶ�(һ��ΪRa3.2)�����������ƶ�����ѹƽ����ȴ�Ժ�ʹ��������Ľ��ǿ�Ƚϴ����ܴ��ݵ�Ť��Ҳ�ϴ�
4.2.2�����¶ȵ�ȷ��
����������һ�����ݼ�����ͼ����¶�ȡ���������Ĺ�ӯ��������װ���϶��װ���϶�Ĵ�Сֱ��Ӱ��װ��ʱ�䣬Ϊ��ֹ���ݼ���ȴ������������װ��ʱ�䣬Ӧ��Ԥ����װ���϶��һ���о��������Ƽ�:
������Сװ���϶�S(um)
��������(�K) |
���������Ӽ�ֱ��(�L) |
||||
80��120 |
>120��180 |
>180��260 |
>260��360 |
>360��500 |
|
������Сװ���϶�S(um) |
|||||
��16 >16��50 >50��100 >100��500 >500��1000 >1000 |
40��50 60��70 100��120 150��170 |
50��60 80��90 130��150 180��200 210��230 |
60��70 90��100 180��200 240��250 250��270 280��300 |
100��120 20��240 60��280 90��310 30��360 |
220��240 300��320 340��360 380��400 |
���ݼ����Ⱥ��ֱ������ֵ�����¹�ϵ��
i+�S=(t+t0)103*a*D
ʽ�У�t�����Ⱥ���¶�(��)��
to����ʼ���ȵ��¶�(��)��
i����ӯ��(um)��
�S����ʹ������ͨ�����(����������)�����װ���϶(�L)��
D�����ݼ�(��)��ֱ��(mm)��
a�����ݼ�(��)���ϵ�������ϵ��(10��6��l����)��
��������¶�Ϊ��
t=(i+�S)/( 103*a*D)+ to
���ڨSֵ���ɼ���K=i+�S=3i��6i�������ĨSֵȡ���Դ���Щ����ʱ����ʽ��дΪ��
t=K/(a*D)+ to
ע��:ʽ��Kֵ�ĵ�λ�ǩL
���ֽ������ϵ�������ϵ��aֵ(10��6��l����)
�� �� |
�����¶ȷ�Χ (��) |
�� ȴ�� |
||||
20��100 |
20��200 |
20��300 |
20��400 |
20��600 |
||
������ͭ |
16.6��17.1 |
17.1��17.2 |
17.6 |
18��18.1 |
18.6 |
һ14 |
�� ͭ |
17.8 |
18.8 |
20.9 |
��16 |
||
����ͭ |
17.6 |
17.9 |
18.2 |
һ15 |
||
����ͭ |
17.6 |
17.9 |
19.2 |
|||
̼ �� |
10.6��12.2 |
11.3��13 |
12.1��13.5 |
12.9��13.9 |
13.5��14.3 |
��8.5 |
�� �� |
11.2 |
11.8 |
12.4 |
13 |
13.6 |
|
40CrSi |
11.7 |
|||||
30CrMnSiA |
ll |
|||||
3Crl3 |
10.2 |
11.1 |
11.6 |
11.9 |
12.3 |
|
1Crl8Ni9Ti |
16.6 |
17 |
17.2 |
17.5 |
17.9 |
|
�� �� |
8.7��11��1 |
8.5��11.5 |
1O.1��12.2 |
1.5��12.7 |
12.9��13.2 |
��8 |
�����Ͻ� |
14.5 |
|||||
���Ͻ� |
23 |
һ18 |
||||
þ�Ͻ� |
26 |
��2l |
||||
ע:̼�ظּ����¶Ȳ��ó���400��