| 公司介绍 | 产品浏览 | 资料下载 | 信息反馈 | 在线客服 | 联系我们 | 人才招聘 | 应用实例 |
|
|
|
|
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
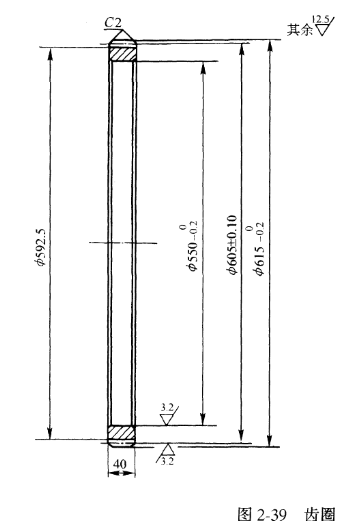
技术要求 1、齿圈径向跳动公差0.08mm。 2、未注倒角1×45°。 3、材料ZG45。 齿轮基本参数 模数(m)=5 齿数(z)=121 压力角(α)=20° 精度等级9HM
1、零件图样分析 1)齿圈径向跳动公差为0.08mm。 2)齿轮精度等级9hM。 3)齿圈热处理207~241HRB。 4)未注倒角1×45°。 5)材料ZG45。 2、齿圈机械加工工艺过程卡 (表2-30) 表2-30齿圈机械加工工艺过程卡
3、工艺分析 1)齿圈的直径和壁厚的比值较大,容易产生变形,为了减小孔径的变形和平面的翘曲,在加工过程中应增大夹紧面的面积,建议精车时采用专用工装进行装夹工件。 2)齿圈的变形,在装配后会有一定程度的校正,在加工检验时,对内孔圆度要求不高可以免除检验要求。 3)齿圈内、外径在自由状态下检验时,应多测量几点,在不同位置时都应该在公差范围之内。 4)齿圈径向跳动公差的检查,可参考“倒档齿轮”一例中工艺分析中3)进行。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||