| 公司介绍 | 产品浏览 | 资料下载 | 信息反馈 | 在线客服 | 联系我们 | 人才招聘 | 应用实例 |
|
|
|
|
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
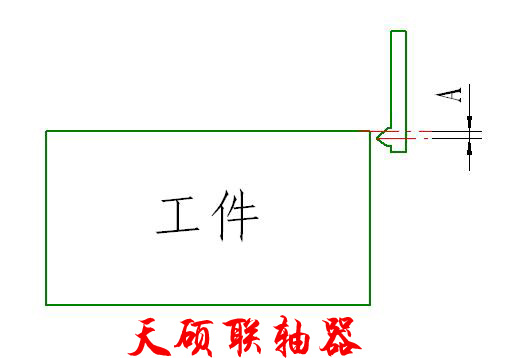
数控联轴器制动轮淬火系统操作指南 数控联轴器制动轮淬火系统操作顺序: 1.开机前先检查冷却液是否正常,导轨是否润滑充分。 2.打开380V电源开关,看水泵是否工作正常。 3.打开系统开关。 4.打开功放,打开手动按钮,速度4以下,上下运动淬火头,看是否有卡滞现象。 5.放好工件,并找正(找正时功放必须关闭),保证淬火头离工件的距离2-5mm。 6.打开氩气开关,工作中使氩气在5-10之间。 7.打开小弧,看淬火头是否正常工作,如不正常,调节淬火头,使之正常工作。 8.打开功放,打开手动按钮,调节淬火头的位置,在工作中,如下图,保证A的尺寸约为1-2mm。同时按*键和0键,系统XZ轴显示清零。
9.(按手动开关)让淬火头向上运动20mm,(从第8步开始不得关闭功放) 10.调出程序,按自动按钮,按启动开关,代开小弧等起弧后,关闭小弧,自动加工直至完毕。 10.1调出程序步骤:(调出L0212程序) A,按主菜单键,----显示冫符号时,---按%键,---0键,---SCH键---方向键→2次,显示L***(如L085)时,----输入L0212---按左右方向键各1次,显示L0212 ---再按自动键。 B,检查程序名称无误后,试小弧,按启动键,设备正常启动后,关闭小弧,即可自动完成作业。 C,工作时氩气气压在5-10之间。 数控联轴器制动轮淬火系统程序检查方法: 1.使机器处于冫状态,按%***(如程序%085),按SCH键按右翻页键→,程序数据即可显示,如需要修改(如U42,改成U42.05,则是显示U42后,按U42.05,左右翻页键各按1次即可),按相应的键修改即可。其他数据修改和上述修改方法一样呢。 数控联轴器制动轮淬火系统程序编制方法: 例:%085工件高度:85 1.在编辑状态下 2.按%085,按确认键LF 3.系统显示N0010时,输入:M03(起弧命令)-----按LF确认键 4.系统显示N0020时,输入:G01U20F600--------按LF确认键 G01---直线运行命令,淬火头向下运动 U20---上止点到原点的距离 F600---从上止点到远点的速度 5.系统显示N0030时,输入:G05F136------------按LF确认键 G05---旋转运行指令 F136---工作台旋转速度 6.系统显示N0040时,输入:G04F4------------按LF确认键 G04---工作延时指令 F4-----工作延时4秒钟 7.系统显示N0050时,输入:G22L16--------------按LF确认键 G22---工作台旋转指令 L16---工作循环次数 8.系统显示N0060时,输入:G01U40F1000----按LF确认键 G01---直线运行指令 U40---直线运行距离,即网线长度 F1000---速度 U40---淬火头向下运行的距离--(工件高度-5)/2 9.系统显示N0070时,输入:G01U-40F1000---按LF确认键 U-40---淬火头向上运行的距离--(工件高度-5)/2 10.系统显示N0080时,输入:G80------------------------按LF确认键 G80---循环停止指令 11.系统显示N00090时,输入:M05----------------------按LF确认键 M05---灭弧指令 12.系统显示N0100时,输入:G06--------------------------按LF确认键 G06---工作台停止指令 13.系统显示N0110时,输入:G27M02-------------------按LF确认键 G27---回原点指令 M02---结束指令 14.系统显示N0120时,输入:MON键,显示冫符号时程序输入完成。
数控联轴器制动轮淬火系统标准程序,L085为例 %085 N0010M03 N0020G01U20F600 N0030G05F136 N0040G04F4 N0050G22L16 N0060G01U40F1000 N0070G01U-40F1000 N0080G80 N0090M05 N0100G06 N0110G27M02
淬火的目的是提高硬度、强度、耐磨性以满足零件的使用性能。 淬火工艺应用最为广泛,如工具、量具、模具、轴承、弹簧和汽车、拖拉机、柴油机、切削加工机床、气动工具、钻探机械、农机具、石油机械、化工机械、纺织机械、飞机等零件都在使用淬火工艺。 (1) 淬火加热温度 淬火加热温度根据钢的成分、组织和不同的性能要求来确定。亚共析钢是AC3+(30~50℃);共析钢和过共析钢是AC1+(30~50℃)。 亚共析钢淬火加热温度若选用低于AC3的温度,则此时钢尚未完全奥氏体化,存在有部分未转变的铁素体,淬火后铁素体仍保留在淬火组织中。铁素体的硬度较低,从而使淬火后的硬度达不到要求,同时也会影响其他力学性能。若将亚共析钢加热到远高于AC3温度淬火,则奥氏体晶粒回显著粗大,而破坏淬火后的性能。所以亚共析钢淬火加热温度选用AC3+(30~50℃),这样既保证充分奥氏体化,又保持奥氏体晶粒的细小。 过共析钢的淬火加热温度一般推荐为AC1+(30~50℃)。在实际生产中还根据情况适当提高20℃左右。在此温度范围内加热,其组织为细小晶粒的奥氏体和部分细小均匀分布的未溶碳化物。淬火后除极少数残余奥氏体外,其组织为片状马氏体基体上均匀分布的细小的碳化物质点。这样的组织硬度高、耐磨性号,并且脆性相对较少。 过共析钢的淬火加热温度不能低于AC1,因为此时钢材尚未奥氏体化。若加热到略高于AC1温度时,珠光体完全转变承奥氏体,并又少量的渗碳体溶入奥氏体。此时奥氏体晶粒细小,且其碳的质量分数已稍高与共析成分。如果继续升高温度,则二次渗碳体不断溶入奥氏体,致使奥氏体晶粒不断长大,其碳浓度不断升高,会导致淬火变形倾向增大、淬火组织显微裂纹增多及脆性增大。同时由于奥氏体含碳量过高,使淬火后残余奥氏体数量增多,降低工件的硬度和耐磨性。因此过共析钢的淬火加热温度高于AC1太多是不合适的,加热到完全奥氏体化的ACm或以上温度就更不合适。 在生产实践中选择工件的淬火加热温度时,除了遵守上述一般原则外,还要考虑工件的化学成分、技术要求、尺寸形状、原始组织以及加热设备、冷却介质等诸多因素的影响,对加热温度予以适当调整。如合金钢零件,通常取上限,对于形状复杂零件取下限。 强韧化新工艺选用的淬火加热温度与常用淬火温度有所区别。如亚温淬火是亚共析钢在略低于AC3的温度奥氏体化后淬火,这样可提高韧性,降低脆性转折温度,并可消除回火脆性。如45、40Cr、60Si2等材料制成的工件亚温淬火加热温度为AC3-(5~10℃)。 采用高温淬火可获得较多的板条状马氏体或使全部板条马氏体提高强度和韧性。如16Mn钢在940℃淬火,5CrMnMo钢在890℃淬火,20CrMnMo钢在920℃淬火,效果较好。 高碳钢低温、快速、短时加热淬火,适当降低高碳钢的淬火加热温度,或采用快速加热及缩短保温时间的办法,可减少奥氏体的碳含量,提高钢的韧性。 (2) 保温时间 为了使工件内外各部分均完成组织转变、碳化物溶解及奥氏体的成分均匀化,就必须在淬火加热温度保温一定时间,既保温时间。 (3) 淬火介质 工件进行淬火冷却所使用的介质称为淬火冷却介质(或淬火介质)。理想的淬火介质应具备的条件是使工件既能淬成马氏体,又不致引起太大的淬火应力。这就要求在C曲线的“鼻子”以上温度缓冷,以减小急冷所产生的热应力;在“鼻子”处冷却速度要大于临界冷却速度,以保证过冷奥氏体不发生非马氏体转变;在“鼻子”下方,特别使Ms点一下温度时,冷却速度应尽量小,以减小组织转变的应力。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||